





At our company’s technical evaluation meetings for sputtering targets, we often hear conversations like this:
“Cobalt targets are quite brittle; It is not easy to roll it into coils.”
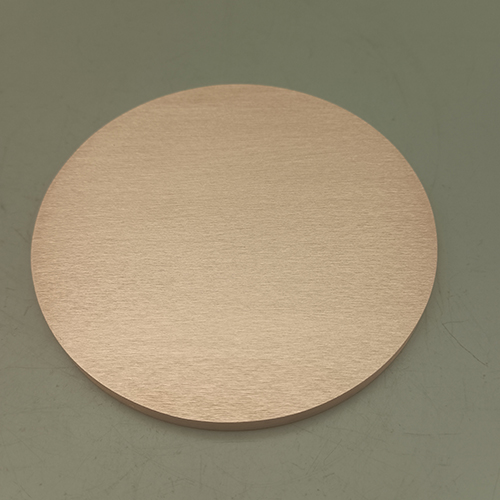
“Copper targets are much easier to process; you can roll them into any shape.”
“You need to be careful with tantalum targets. If the sputtered film is the β phase, it’s very brittle and prone to flaking.”
Behind these empirical observations lies a fundamental scientific question: They are all metals, but why are some soft, some hard, some brittle, and some tough? Why must cobalt be heated for processing, while copper can be readily rolled at room temperature?
The answer is hidden in the “code” of atomic arrangement in metals — crystal structure.
I. Understanding a Metal’s “Temper” from the Atomic World
Imagine the interior of a metal as an “atomic palace” built by countless atoms stacked according to specific rules. When an external force is applied, these atomic layers undergo “slip”—like a deck of cards being pushed askew, one layer of atoms sliding over another. The ease or difficulty of this slip directly determines whether the metal behaves like “dough” or a “cracker.”
The key factor determining the ease of slip is the number of slip systems—how many directions and planes the atomic layers can slide on.
In materials science, the three most common crystal structures for metals are Face-Centered Cubic, Body-Centered Cubic, and Hexagonal Close-Packed. They are like three distinct families, each endowing metals with completely different mechanical behaviors.
II. The “Personality Genes” of the Three Major Crystal Structures
1. Face-Centered Cubic — The Naturally “Soft Dough”
Representative Metals: Copper (Cu), Aluminum (Al), Nickel (Ni), Gold (Au)
Crystal Characteristics: Atoms are arranged on the most densely packed planes, with one atom at each corner and one at the center of each face of the cubic unit cell.
The Face-Centered Cubic structure possesses 12 independent slip systems—the most among all metallic structures. This means that no matter the direction of the applied force, there will always be atomic planes and directions favorable for slip. Dislocations can move easily, allowing the material to undergo significant plastic deformation at room temperature without cracking.
This is the fundamental reason why copper targets “can be rolled into any shape.” Copper exhibits excellent ductility; it can be cold-rolled into foils just a few microns thick, drawn into wires, and processed with almost no limitations. In target preparation, copper often follows the melting + rolling route, using plastic deformation to further refine the grains and achieve a uniformly structured target blank.
2. Body-Centered Cubic — The “Two-Faced” Character with Variable Temperament
Representative Metals: Molybdenum (Mo), Tungsten (W), Chromium (Cr), Tantalum (Ta), Iron (Fe) Crystal Characteristics: Atoms are located at the cube corners and the center (body) of the cubic unit cell.
While the Body-Centered Cubic structure also has 12 slip systems numerically, it has two critical weaknesses:
1.High Resistance to Dislocation Motion: The atomic arrangement is not the most densely packed, requiring dislocations to overcome a higher “Peierls stress” to move. Consequently, the material’s yield strength is usually high. 2.Existence of a Ductile-to-Brittle Transition Temperature: Most BCC metals undergo a sudden transition from a ductile state to a brittle state below a specific temperature. For chromium, tungsten, and molybdenum, this transition temperature can be near or even above room temperature. Therefore, at ambient temperatures, they behave like glass—brittle, cracking under stress, and impossible to roll.
This is precisely why chromium targets must be manufactured directly via powder metallurgy (like Hot Isostatic Pressing) and cannot be processed from a melted ingot.
However, tantalum is an exception. The stable phase of tantalum at room temperature is α-Ta, which also has a BCC structure, yet it exhibits fairly good ductility and can be cold-rolled into foil. This is because tantalum’s ductile-to-brittle transition temperature is far below room temperature, and its lattice constants and electronic structure facilitate dislocation motion.
Yet, the risk with tantalum targets lies precisely in this “phase transformation.”
“You need to be careful with tantalum targets. If the sputtered film is the β phase, it’s very brittle and prone to flaking.”
Here, β-Ta is a metastable phase with a tetragonal crystal structure. It has very few slip systems, high hardness, and is extremely brittle. During magnetron sputtering, if the process parameters (such as gas pressure, power, substrate temperature) are not optimally controlled, the deposited film may form β-Ta instead of α-Ta. This brittle phase causes a sharp increase in film stress, leading to peeling, flaking, and severely impacting yield. Therefore, when evaluating tantalum targets, one must not only focus on the target’s own crystal structure but also consider the ability of the sputtering process to control the phase structure of the deposited film.
3. Hexagonal Close-Packed — The “Tough Guy” Who Needs Warmth
Representative Metals: Cobalt (Co), Titanium (Ti), Zinc (Zn), Magnesium (Mg)
Crystal Characteristics: Atoms are arranged in a densely packed manner, forming a hexagonal prism.
The Hexagonal Close-Packed structure has very limited slip systems—typically only 3 effective ones at room temperature. Moreover, these slip systems are often only activatable on specific crystal planes. If the direction of the applied force is unfavorable for slip, dislocations cannot move, and the material exhibits brittleness.
The reason cobalt targets “can’t be rolled into coils, only made as planar targets” lies right here.
The stable phase of cobalt at room temperature is α-Co (Hexagonal Close-Packed), which has poor plasticity. It cannot undergo large deformations like cold rolling. Therefore, cobalt targets are typically manufactured using powder metallurgy (hot pressing or Hot Isostatic Pressing) directly into planar shapes, or through hot working (heating above 417°C, where α-Co transforms into β-Co, which has an FCC structure) to gain some deformability.
Similarly, titanium targets, also having an HCP structure, exhibit poor plasticity at room temperature. In industry, they are often processed via hot rolling, or directly manufactured through powder metallurgy + sintering routes.
III. Guiding Significance of Crystal Structure for Target Preparation and Use.
Understanding the relationship between crystal structure and brittleness/ductility allows us to make more scientifically informed decisions during target evaluation and selection:
1. Choice of Manufacturing Process
FCC Metals (e.g., Cu, Al): Prioritize the melting + plastic working route. Leverage their excellent ductility to refine grains through rolling or forging. This method is cost-effective and allows good microstructural control.
Brittle BCC Metals (e.g., Cr, W, Mo): Must follow the powder metallurgy route (HIP, hot pressing). Consolidate powder directly into near-net shapes, avoiding the dilemma of being unable to hot-work a cast ingot.

HCP Metals (e.g., Co, Ti): Poor room-temperature plasticity makes them suitable for powder metallurgy as well. If high density is required, techniques like HIP, hot pressing sintering, or high-temperature deformation processing can be used.
2. Monitoring Phase Stability
The α/β phase transformation in tantalum reminds us: crystal structure issues aren’t limited to the target manufacturing stage; they can be inherited by the thin film. When evaluating a target, attention should be paid to: The phase composition of the target itself (Are there harmful secondary phases?).
Whether the target’s texture (grain orientation) could lead to abnormal texture in the sputtered film.
Whether the sputtering process window can avoid the formation of harmful phases.
3. Engineering Countermeasures for Brittle Targets For inherently brittle targets (like Cr, Co, or those sensitive to β-Ta formation), common practical measures include:
Backing Plate Bonding: Bond the target material to a high-strength copper/molybdenum backing plate using indium soldering or diffusion bonding. The backing plate bears the mechanical stress and provides thermal conduction, preventing direct stress on the brittle target.
Grain Refinement Strengthening: Achieve fine grain sizes through powder metallurgy (e.g., controlling chromium targe grain size below 100 μm). Increasing the number of grain boundaries hinders crack propagation and improves resistance to cracking.
III. How Does Understanding Crystal Structure Help in Target Preparation and Use?
Understanding the relationship between crystal structure and mechanical properties (softness, hardness, brittleness, toughness) allows us to make more scientific decisions when evaluating targets and selecting processes.
1. Choice of Manufacturing Process
Face-Centered Cubic Metals (e.g., Cu, Al): Prioritize the melting + plastic working route. Leverage their inherent excellent ductility to refine grains through rolling or forging. This method is cost-effective and allows for good microstructural control.
Brittle Body-Centered Cubic Metals (e.g., Cr, W, Mo): Must use the powder metallurgy route (Hot Isostatic Pressing/HIP, hot pressing). Direct powder consolidation into near-net shapes avoids the dilemma of being unable to work a large cast ingot.
Hexagonal Close-Packed Metals (e.g., Co, Ti): Poor room-temperature plasticity makes them also suitable for powder metallurgy. If high density is required, techniques like HIP, hot pressing sintering, or high-temperature deformation processing can be used.
2. Monitoring Phase Stability
The α/β phase transformation in tantalum reminds us: crystal structure issues are not limited to the target manufacturing stage; they can be inherited by the thin film.
When evaluating a target, several points need attention:
The phase composition of the target itself – Are there harmful secondary phases?
The texture (grain orientation) of the target – Could it cause the sputtered film to develop an undesired orientation? The sputtering process window – Can the formation of harmful phases be avoided?
3. Engineering Countermeasures for Brittle Targets For inherently brittle targets (such as Cr, Co, or cases prone to forming β-Ta), several common practical measures are used in production:
Backing Plate Bonding: Bond the target material to a high-strength copper or molybdenum backing plate using indium soldering or diffusion bonding. The backing plate bears the mechanical stress and conducts heat away, preventing direct stress on the brittle target.
Grain Refinement: Achieve fine grain sizes through powder metallurgy (e.g., controlling the grain size of a chromium target to below 100 microns). Increasing the number of grain boundaries hinders crack propagation and improves resistance to cracking.
The softness, hardness, brittleness, and toughness of metals are never mysterious innate traits, but rather a direct manifestation of their atomic arrangement.
Face-Centered Cubic copper is naturally like “dough,” easily shaped in any way.
Body-Centered Cubic chromium at room temperature is like “glass,” shattering upon impact.
Hexagonal Close-Packed cobalt needs to be heated to over 400°C before it “softens up.”
The next time you hear in a technical evaluation meeting that “this material is easy to process, that one is brittle,” you can visualize their atomic arrangement in your mind: Face-Centered Cubic means easy to process; Body-Centered Cubic, beware of brittleness; Hexagonal Close-Packed, needs heat.
This is the science hidden behind the empirical experience.
Post time: Mar-18-2026